Stahldenkmal






Die Berliner Untergrundbahnlinie U2 ist seit 1913 in Betrieb und führt von Ruhleben, nahe Olympiastadion, nach Pankow im Nordosten der Hauptstadt – teils als echte Untergrundbahn im Tunnel, teils als Hochbahn auf stählernen Viadukten. Die Tragkonstruktion, die Fahrbahn und die Lager der stählernen Viadukte im Bereich der Schönhauser Allee wurden komplett unter Beachtung der Anforderungen des Denkmalsschutzes saniert.
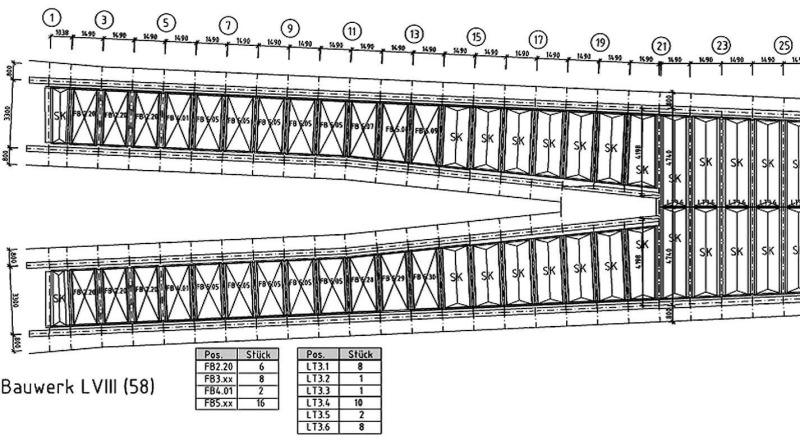
Der zu sanierende Abschnitt umfasst den nördlichen Teil, wo die Bahn als Hochbahnstrecke auf Viadukten in Stahlkonstruktion geführt wird. Die Gesamtlänge des Sanierungsbereiches beträgt etwa 1,8 km.
Die Lagerung der Viadukte im Bereich der Schönhauser Allee in Berlin erfolgte bei deren Errichtung – wie im klassischen Stahlbau damals üblich – auf Stahllagern unterschiedlicher Bauart, konkret auf stählernen Linienkipp- und Punktkipplagern, auf Rollenlagern und auf Zylinderlagern. Die Fahrbahn in den Hochbahnviadukten besteht aus schottergefüllten Buckelblechen, auf denen die Gleise mit Schwellen verlegt wurden. Diese Konstruktion hat sich im Stadtbahnverkehr seit über hundert Jahren bewährt. Im Rahmen der denkmalgerechten Sanierung wurde die Fahrbahn grundhaft erneuert.
Sanierung Brückenlager – Metallurgische Prüfungen
Der Sanierung gingen umfangreiche metallurgische Prüfungen, unter anderem durch Ultraschall voraus, um auszuschließen, dass Lagerkomponenten mit Rissen oder übergroßen Lunkern wieder verwendet werden. Die Prüfungen wurden sowohl in situ als auch im Labor durchgeführt. Im Labor wurden die Eigenschaften Chemische Zusammensetzung, Mechanische Kennwerte (Streckgrenze ReH, Zugfestigkeit Rm, Bruchdehnung A5), Kerbschlagarbeit, Härte und Gefügeaufbau geprüft. Es wurden keine größeren Lunker oder Risse festgestellt, so dass ein Teil der Lager ohne Bedenken weiter verwendet werden konnte.
Probeaustausch
Alle Bestandslager wurden bereits vor dem Probeaustausch durch das Berliner Büro Prof. Dr. Lorenz & Co Bauingenieure GmbH in einer Typologie erfasst, die eine der wichtigen Grundlagen zur Auswahl der Lager für den Probeaustausch ist. Während des Probeaustausches wurden die ausgewählten Lager unterschiedlicher Bauart ausgebaut, saniert und wieder eingebaut. Dabei ging es vor allem darum, sowohl detaillierte Erkenntnisse über den Zustand der Lager und der Einbausituation als auch Erfahrungen hinsichtlich eines optimalen Bau- und Montageablaufes zu gewinnen.
Korrosionsschutz
Der Korrosionsschutz ist bei den Rollen aus Baustahl in den einschlägigen Normen nicht praktikabel geregelt. Ein üblicher Korrosionsschutz nach ZTV-Ing oder Feuer- und Spritzverzinkungen sind auf den Wälz- und Rollflächen nicht geeignet. Eine nicht genormte Lösung ist das Aufbringen einer korrosionsfesten Schicht durch Auftragsschweißen. Dieses Verfahren schied hier unter anderem aus Kostengründen aus. Für die sanierten und neu gebauten Lager der U2-Viadukte wurde entschieden, die Wälz- und Rollflächen mit dem Korrosionsschutzmittel Tectyl 506 zu behandeln.
Ablauf des Lageraustauschs
Der Austausch der Lager erfolgte grundsätzlich unter laufendem Verkehr. Ein Anheben der Konstruktion war nur in den nächtlichen Sperrpausen möglich. Alle Arbeitsschritte, die nur in angehobenen Zustand möglich waren, mussten in diesen Betriebspausen vollzogen werden. Beim Einbau der neuen und sanierten Lager wurde von einigen Regelungen der DIN 18800-7 teilweise wie folgt abgewichen:
– Anziehen der HV-Schrauben durch Drehen des Schraubenkopfes
– Anziehen der HV-Schrauben durch Drehen des Schraubenkopfes bei Verwendung von Muttergewinden, die in Bauteilen aus S355 geschnitten wurden.
Durch Verfahrensprüfungen, die für alle relevanten Einbausituationen von Lagern in Straßen- und Bahnbrücken gelten, wurde nachgewiesen, dass mit den abweichenden Verfahren brauchbare und normkonforme HV-Verbindungen hergestellt werden können.
Sanierung und Neubau der Lager
Bei der Lagersanierung und zum Teil auch bei den Neubauten war zu entscheiden, in welchem Umfang neue Erkenntnisse des Lagerbaus einfließen sollten, zum Beispiel nach der europäischen Lagernorm, in Deutschland umgesetzt durch DIN EN 1337, hier speziell die Teile 4 (Rollenlager) und 6 (Kipplager). Neben den Ergebnissen der metallurgischen Prüfung wurde als weiteres Kriterium für die Entscheidung, ob die ausgebauten Lager wiederverwendet oder durch ein neues Lager ersetzt werden, die Erfüllung der geometrischen Forderungen der DIN EN 1337-4 – Rollenlager herangezogen.
Die Festlegungen der DIN EN 1337-4 zu Reibungszahlen und Toleranzen stehen in engem Zusammenhang und orientieren sich an der Theorie der Rollreibung. Das gilt besonders für die Ebenheitsfestlegungen der Lagerplatten oder für die Toleranzen der Rollendurchmesser.
Sanierung der Fahrbahn
Im Rahmen der Sanierung der stählernen Viadukte der U2 in der Schönhauser Allee wurde auch die Fahrbahn instandgesetzt. Die Fahrbahn besteht aus den U-Bahngleisen, deren Schwellen auf einem Schotterbett gelagert sind. Der Schotter liegt in so genannten Buckelblechen, die durch ihre doppelte Krümmung eine Wanne zur Aufnahme des Schotters bilden und die wiederum auf der Stahlkonstruktion der Viadukte gelagert sind. Die gekrümmten Bleche wurden im gesamten Sanierungsabschnitt komplett gegen neue Bleche ausgetauscht.
Eine besondere Herausforderung war die Herstellung der Buckelbleche in unterschiedlichen Abmessungen, zum Beispiel. mit trapezförmigem Grundriss. Schweißkonstruktionen, wie ausgesteifte ebene Stahlbleche (ähnlich orthotropen Platten), schieden aus Gründen des Denkmalschutzes aus.
Das ursprüngliche Herstellungsverfahren mit Hilfe von Gesenken kam wegen der sehr großen Anzahl unterschiedlicher Gesenkformen aus wirtschaftlichen Gründen nicht in Frage. Durch ein neues, patentrechtlich geschütztes Verfahren der RW Sollinger Hütte GmbH konnten die neuen Buckelbleche in denselben verschiedenen Abmessungen wie die ursprünglichen Bleche denkmalgerecht und wirtschaftlich hergestellt werden. Beim Einbau in die ebenfalls sanierte Unterkonstruktion wurde die Nietverbindung durch HV-Schrauben ersetzt.
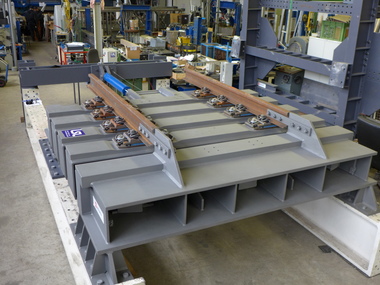
Herstellung der neuen Buckelbleche
Die technische Lösung umfasst ein Verfahren zur Herstellung eines räumlich gekrümmten Bleches aus einer ebenen Blechplatte von 9 mm Dicke in freier Formgebung. Die ursprüngliche Herstellung der alten 7 mm dicken Buckelbleche erfolgte in einem Warmverformungsprozess mit Hilfe von Gesenken und Stempeln. Nach der Formgebung wurde das geformte Blech an der Luft abgekühlt. Dieser herkömmliche Herstellungsprozess der Buckelbleche ist sehr aufwändig, weil für die einzelnen, in ihren Abmessungen unterschiedlichen Buckelbleche jeweils eine gesonderte Form – bestehend aus Gesenk und Stempel – hergestellt werden musste.
Die Formgebung der neuen Bleche erfolgte im Freiformverfahren (also ohne Stempel und Gesenk) durch Auflegen der ebenen Blechtafel auf eine ebene Unterlage, Einspannen des ebenen Ausgangsbleches in einen Dichtungsrahmen und Einleiten eine Druckfluids Überdruck in den Spalt zwischen ebener Unterlage und ebener Blechtafel. Dadurch wölbt sich das Blech buckelförmig auf und behält seine Form auch nach dem Abschalten der Druckpumpen. Für die Höhe des geformten Buckelbleches war das Stichmaß von 150 mm gefordert. Mit diesem Verfahren kann eine große Vielfalt unterschiedlicher Buckelblechabmessungen- und Formen (Rechteck, Trapez) in einer Vorrichtung hergestellt werden. Nach der Formgebung wurden die Buckelbleche direkt zur Baustelle transportiert. Die Bleche wurden nur gestrahlt und erhielten an den Flanschunter- und -oberseiten einen gleitfesten Anstrich zur Herstellung einer GV-Verbindung.
Ausbau der alten Bleche
Nach dem Abräumen der Gleise und des Schotters wurden die Buckelbleche und Teile der Unterkonstruktion entfernt. Zudem wurden verschiedene Komponenten der Unterkonstruktion durch neue, z. T. veränderte Stahlkonstruktionen ersetzt. Nach dem Ausbau der Bleche folgte das Strahlen der Unterkonstruktion.
Die Querträger der Unterkonstruktion wurden unverändert belassen. Unter dem Längsstoß der Buckelbleche, der ursprünglich nur aus einer aufgenieteten Doppellasche bestand, sind Längsträger aus IPE 220 eingebaut worden. Im Bereich dieser neuen Längsträger wurden die Querträger so ergänzt, dass ungleichschenklige Anschlusswinkel zur Herstellung des Längsträgeranschlusses eingebaut werden konnten. Dazu ist der am Stegblech anliegende Winkelschenkel durch ein auf das Stegblech genietetes Futterblech verbreitert worden. Somit erhielt der anliegende Winkelschenkel eine ebene Auflage. Die neuen Längs- und Querträger bilden einen steifen Trägerrost und verbessern die Auflagerbedingungen für die Buckelbleche an den schmalen Seiten. Auf die Obergurte der Längs- und Querträger wurde ein gleitfester Anstrich zur Herstellung einer GV-Verbindung aufgebracht.
Einbau der neuen Buckelbleche
Auf die vorbereiteten Obergurte der Querträger wurde zunächst zum Höhenausgleich ein Auflagerblech gelegt, das ebenfalls mit einem gleitfesten Anstrich versehen war. Dieses Blech musste auf der Baustelle entsprechend den vorhandenen Bohrungen Ø 23 mm in den abstehenden Schenkeln der Obergurtwinkel angerissen und gebohrt werden. Bei den Längsträgern erfolgte der Einbau lagegerecht, so dass kein zusätzliches Auflagerblech erforderlich wurde. Die neuen Buckelbleche wurden dann auf die so vorbereitete Unterkonstruktion aufgelegt und ausgerichtet.
Danach wurden die ebenfalls angerissenen und an der Kontaktseite mit einem gleitfesten Anstrich versehenen Decklaschen (Querträger) und Bleche (Längsträger) auf die Buckelbleche gelegt. Sie waren vor dem Zusammenbau entsprechend den Bohrungen der Obergurte von Quer- und Längsträger angerissen worden. Die Bohrungsdurchmesser betrugen 23 mm in den Querträgerobergurten und 13 mm in den Längsträgergurten. Die angerissenen Decklaschen dienten dann als Schablone für das Bohren der Decklaschen selbst und der dazwischen liegenden Buckelbleche. Zur Lagesicherung wurden in jedem Buckelblech sechs Sonderbohrungen hergestellt und Montageschrauben eingezogen.
Nach dem Einbau der Buckelbleche wurde die gesamte Fahrbahn mit einem aufwändigen Korrosionsschutz versehen, zur akustischen Verbesserung eine schalldämmende Unterschottermatte eingebaut und der Schotter direkt auf diese Matte aufgebracht.
Joachim Braun, Jens Tusche